

赛阳动态
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
第73问:铝合金、铜管感应加热效率极低?
发布时间:2026-06-02在制冷配件、暖通空调以及近年来爆发的新能源汽车热管理行业中,铝合金和铜管的退火与钎焊是绕不开的核心工序。但只要是在车间里摸爬滚打过的技术主管都知道,用传统的感应加热设备去烧铜管或铝件,往往会遇到一个让人抓狂的现象:设备功率开得震天响,感应圈里的铜管却半天红不起来,加热效率低得令人发指。很多工厂无奈之下,只能继续依赖传统的人工火焰钎焊。这不仅带来极大的安全隐患和环保压力,而且极其依赖“老师傅”的手艺,难以对接自动化产线。为什么感应加热在钢铁面前“削铁如泥”,遇到铜和铝却“束手无策”?感应加热的本质是利用电磁感应在工件内部产生涡流,依靠工件自身的电阻发热(焦耳热效应)。传统设备难以加热铜和铝,主要卡在两个物理特性上:

1. 相对磁导率极低(拒磁):像碳钢这类铁磁性材料,磁导率很高,不仅有涡流发热,还有磁滞损耗发热。而铜和铝是非磁性金属(相对磁导率接近 1),磁力线很容易直接穿透过去,无法有效“聚拢”能量,导致耦合效率大打折扣。
2. 电阻率极低(良导体):铜和铝天生就是用来导电的,电阻极小。这意味着即使在内部感应出了涡流,这些电流也会毫无阻碍地流走,很难摩擦产生足够的热量。传统模拟设备面对这种情况,通常的应对方式是简单粗暴地加大设备千瓦数。但往往事与愿违,能量大量消耗在设备自身的线圈发热上,不仅费电,还极易导致电源内部的 IGBT 模块过载炸机。
某客户手持式感应加热铜管焊接现场
DSP 数字化破局利器:“高频”叠加“大电流”
既然材料天生电阻小,那我们就通过技术手段“人为”放大它的电阻。在这个思路上,DSP 全数字感应电源展现出了压倒性的技术优势:
1. 突破频率瓶颈,利用“趋肤效应”制造电阻
交流电在导体中传输时,频率越高,电流就越集中在导体表面,这被称为“趋肤效应”。数字电源凭借强大的 DSP 运算能力和高精度的软开关技术,可以稳定输出数百千赫兹(kHz)的超高频电流。在高频作用下,铜/铝管内部的涡流被死死“逼”在表面极薄的一层。导电截面积急剧缩小,等效电阻瞬间成倍飙升。原本难以发热的良导体,在高频下变成了优良的“发热体”。
2. 精准锁相(PLL),实现“大电流”高效注入
光有高频还不够,产生足够热量的核心在于电流的平方。传统模拟机在空载或加热低阻抗金属时,极易发生“失谐”(频率跑偏),导致电流打不上去。全数字电源内置了微秒级的数字锁相环和阻抗自适应算法。在加热瞬间,系统能精准捕捉感应圈与铜/铝管组合的谐振频率,并实时动态追踪。这确保了设备始终工作在*谐振状态,从而在感应线圈中激发出惊人的超大交变电流。巨大的高频电流强力穿透铜/铝表面,瞬间将电能转化为热能。
3. 微能量数字管控,告别“过烧”与“虚焊”
铝合金的熔点仅有 600℃ 左右,且从固态到液态没有明显的颜色变化。加热效率提上来后,如果不加以精准控制,一不留神就会把管子烧穿。数字系统配备了高精度能量控制闭环,工程师可以针对不同管径设定精准的功率输出时间和阶梯上升曲线。无论电网电压如何波动,输出的焦耳热始终恒定,确保每一条焊缝的熔深都恰到好处,既不虚焊,也不过烧。
某客户铜管焊接现场
同时,老板们也要算一算车间里的经济账
对于正处于产线升级十字路口的企业来说,攻克铜铝感应加热难题,带来的商业回报是立竿见影的:
• 替代火焰,消除环保与安全定时炸弹:彻底淘汰燃气瓶和明火作业,车间告别烟熏火燎,轻松通过环保与安全环评。
• 无缝对接自动化,破解用工荒:感应加热无需人工挥舞焊枪,配合数字电源的通讯接口(RS485/Profinet),可以轻松集成到六轴机器人或转盘自动化设备上,实现 24 小时无人化连续钎焊。
• 一致性带来的质量溢价:数字化控制消除了人为因素干扰,焊缝成型美观、氧化皮极少。特别是在新能源汽车空调管路等对气密性要求极高的领域,大幅降低了漏气返修率。
铜铝管件的感应加热,考验的不仅是设备的功率,更是系统对频率和电流的精细化驾驭能力。全数字化感应电源用“高频大电流”与“精准锁相”的组合拳,成功逆转了拒磁金属的加热劣势。这不仅是对传统工艺的一次降维打击,更是为工厂拥抱高效、绿色、自动化生产提供了一把关键钥匙。广东赛阳智能致力于感应加热设备的研发与智造,从模拟到DSP全数字控制的技术升级,我们深耕高频电源、中频熔炼及淬火机床等系列产品。公司拥有ISO 9001及CE双重认证,源头厂家直供,为您提供数字化感应加热的整体解决方案及免费打样服务。
相关新闻

第75问:告别“慢烤炉”!电机与轴承的绿色热装配,如何靠感应加热实现产能跃升?
2026-06-08高环保要求的新能源汽车和高端装备制造中,传统的“烤箱模式”正逐渐成为整条产线的产能瓶颈。为什么越来越多的现代化工厂开始淘汰烤箱,转而采用 DSP 数字化感应加热来进行“绿色热装配”
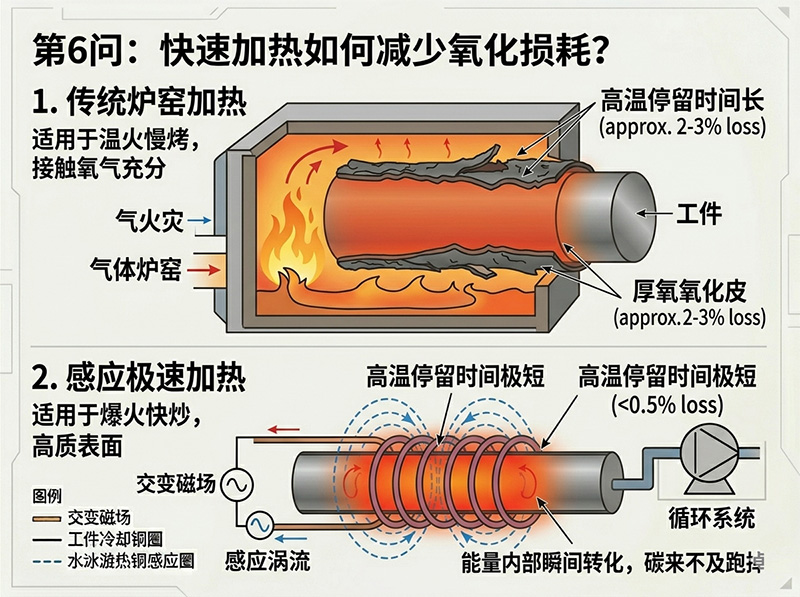
第 6 问:感应加热为什么能帮企业省下大笔的“材料费”?
2026-03-20很多工厂用传统的煤气炉或电阻炉加热钢坯,拿出来时表面总是掉下一层厚厚的黑色“铁屑”,那就是氧化皮。感应加热被称为“绿色节能加热”,最直接的体现就是极低的氧化损耗。
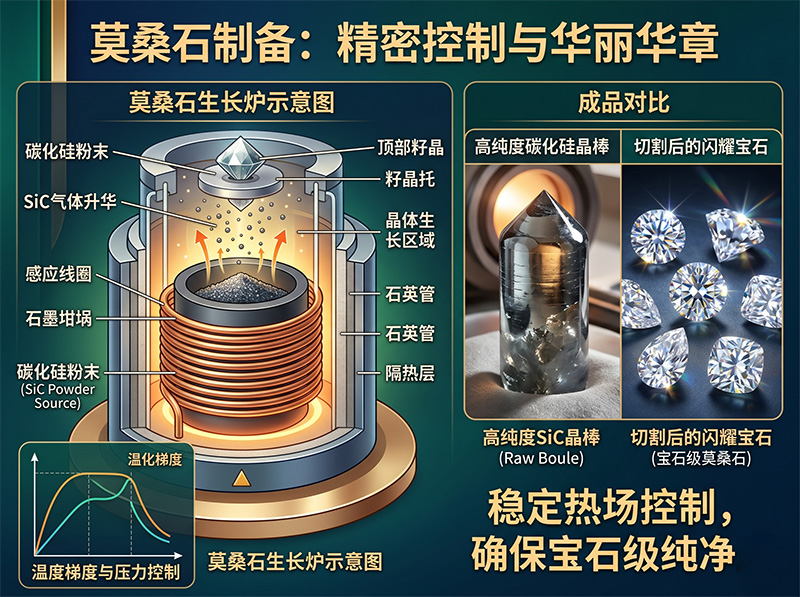
第 37 问:合成宝石(如莫桑石、实验室钻石)背后的秘密:感应加热如何“点石成钻
2026-04-24天然宝石是地壳深处千万年高压高温的产物,而实验室合成则是要在短短几天内模拟这个过程。目前主流的莫桑石(碳化硅单晶)生长和钻石压机预热,都离不开感应技术。
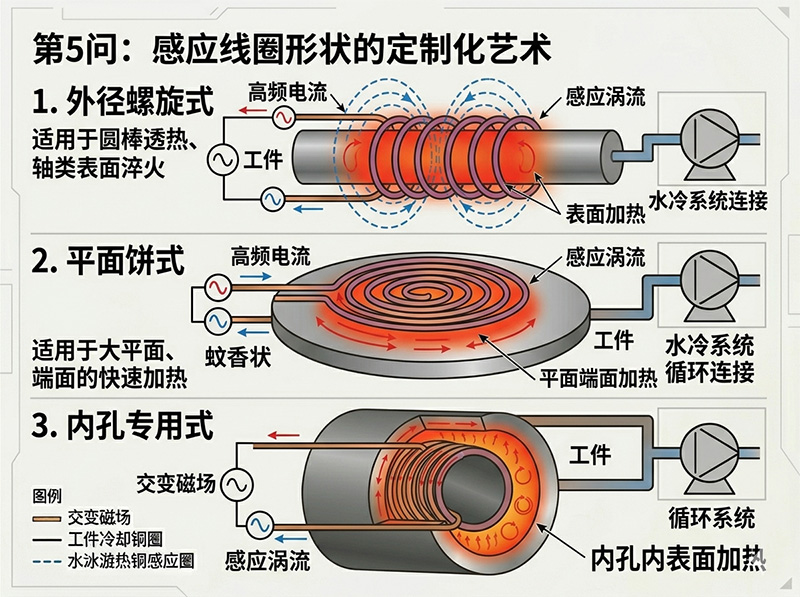
第 5 问:感应线圈的形状是随意的吗?
2026-03-19在感应加热行业,有一句名言:“电源是心脏,线圈是灵魂。” 很多客户觉得线圈只是几圈铜管,随便绕绕就行,这其实是最大的误区。
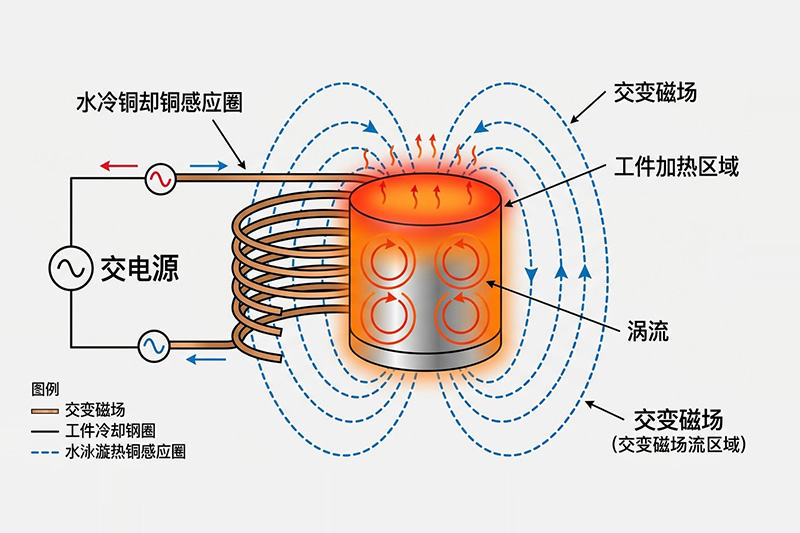
第1问:感应加热的“*推动力”是什么?
2026-03-15我们不谈复杂的电路,先聊聊它的核心灵魂:它是如何让金属“自己发热”的?传统的加热方式(如煤气灶、电炉丝)是传导式的——火是热的,所以锅变热。而感应加热是感应式的。它主要依靠两个核心
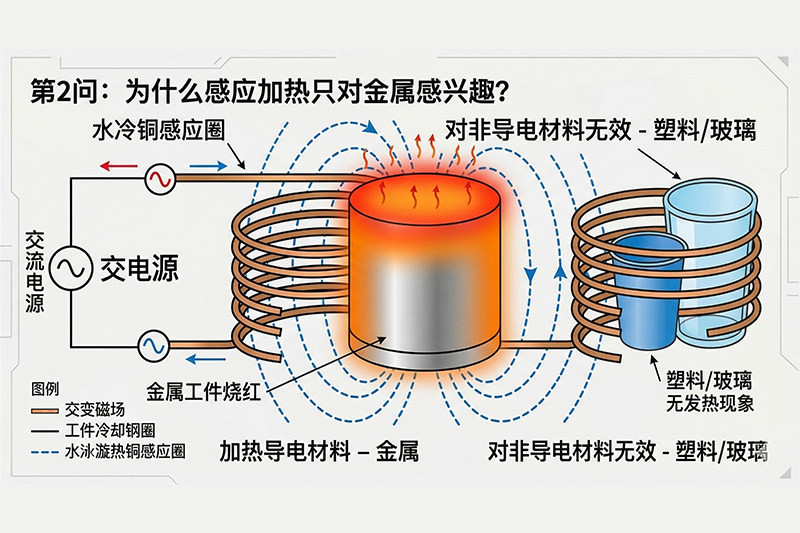
第 2 问:感应加热是“挑食”的吗?为什么它只对金属感兴趣?
2026-03-18感应加热靠的是“涡流”,但你有没有发现:如果你把一个塑料盆或者玻璃杯放在感应加热器上,它们完全不会发热,甚*连温都不升。

