

视频展示
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
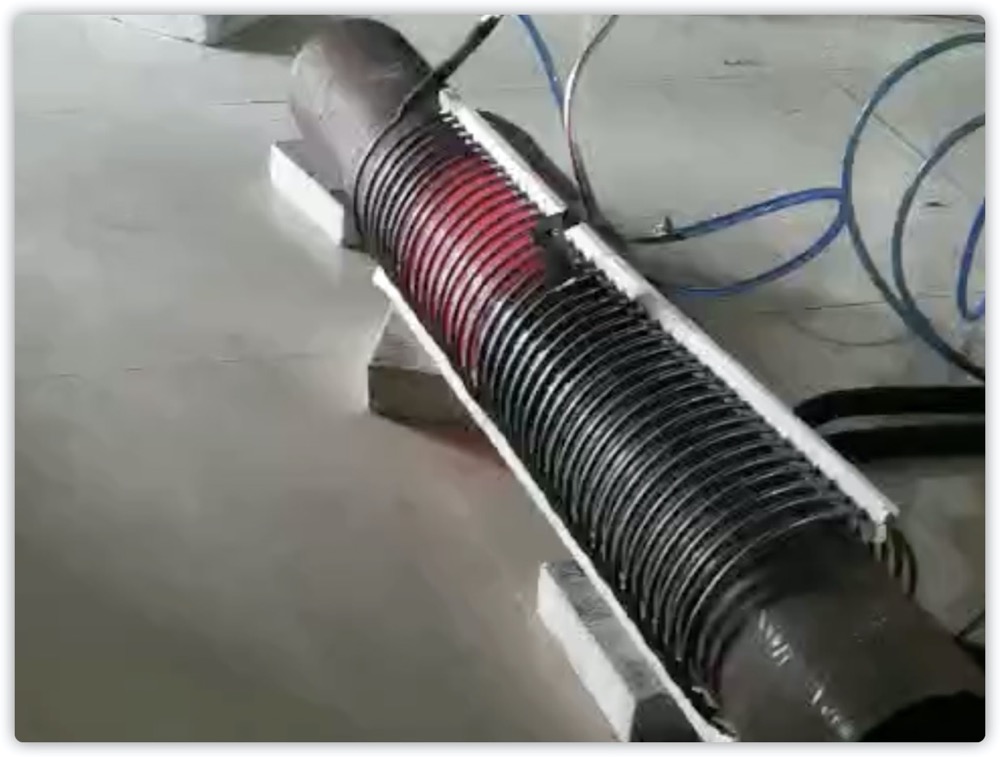
活塞焊缝焊前“双频”内外预热
发布时间:2026-06-02“双频”内外预热,是钢活塞激光焊接中的一项*工艺。它通过使用两种不同频率的电流进行感应加热,来精确控制活塞的温度分布,最终目的是为了获得高质量的焊缝。简单来说,活塞是由外圈(活塞头部) 和内圈(活塞裙部) 过盈装配在一起,再通过焊接连接成整体。双频预热工艺就贯穿在从装配到焊接的整个流程中。一个典型的工艺流程可以分为两个主要步骤,并且可以采用两种不同的技术路线来实现。
某高校应用现场
主要流程概览
一个完整的钢活塞激光焊接工艺主要分为以下关键步骤:
| 步骤 | 过程与目的 | 关键技术要点 |
|---|---|---|
| 1. 装配前预热 | 对外圈进行感应加热,使其膨胀以轻松套入内圈。 | 只加热外圈,控制加热温度和时间,为热压装配做准备。 |
| 2. 热压装配 | 将加热膨胀后的外圈与内圈精确压装在一起。 | 需要精确的压力和位移控制,保证装配精度。 |
| 3. 焊前整体预热 | 对装配好的活塞整体进行感应加热,达到焊接所需的温度。 | 均匀加热整体,为焊接做好准备。 |
| 4. 激光焊接 | 执行激光焊接,形成最终产品。 | 需匹配预热的温度场,保证焊接质量。 |
工艺实现方案:分步vs.同步
“双频”的具体实现有两种主流方案,分别是“分步式”和“同步式”。
方案一:分步式双频预热
这是“双频”最传统的用法,特点是将预热过程分为两个阶段,使用不同频率分别进行。
阶段一(中/低频预热):首先用一个中频或低频的感应线圈对活塞进行加热,目的是 “深度加热” 。中/低频的电流可以透入金属更深,使热量能渗透到活塞较厚的部位,为后续焊接储备热量。
阶段二(高频加热):预热完成后,切换到高频感应线圈进行加热。高频电流主要作用于表面,可以 “快速集热” ,迅速将焊缝附近的温度提升到焊接所需的水平,而不会让内部热量过度扩散。
应用:你提供的钢活塞预热装置资料中,*、*电磁感应加热线圈就可能采用了不同的设计频率,分别优化装配预热和焊前预热的效果,这便是一种分步式的“双频”应用。
方案二:同步双频加热
这是一种稳定创新的技术,特点是将两种不同频率的电流,同时通入同一个感应线圈中。
核心技术:SDF技术在一个线圈上同时输出高频和中频电流。高频电流负责加热活塞的“角”或“边缘”等突起部位;中频电流则负责加热“根部”或“凹槽”。
优势:两种频率的优势得以叠加,可以实现对整个活塞焊缝区域轮廓的均匀加热,极大地避免了应力集中和局部过热,从而获得质量更稳定、缺陷更少的焊接效果。
为何如此关键?—— 双频预热的优势
提升质量与稳定性:通过精确控制活塞内外圈的温度差,避免了因受热不均导致的装配困难和焊接裂纹。
高效节能:感应加热直接将工件作为热源,相比电阻炉热效率提升约30%,且启动迅速,大幅缩短了生产节拍。
环境友好:由于加热速度快,活塞在高温下暴露的时间极短,其表面氧化层比电阻炉加热可减少80%以上,这对保证焊接质量*关重要。
自动化与安全:整个预热、装配和移动过程都可以由机械臂和控制器实现自动化,彻底消除了人工在高温下操作的安全隐患,并保证了工艺的重复性和稳定性。
关键的技术参数与设备要求
为确保效果,工艺对参数和设备有严格要求,以下是参考数值:
预热温度:通常装配前的预热温度约为200±40℃,焊前的整体预热温度约为300±10℃。此外,其他工艺中的预热温度范围在350℃*500℃不等,时间为1*3分钟。
设备要求:需要配备精密的中频感应加热装置、可精确控温的激光焊接系统,并能实现工件的连续旋转,以确保加热和焊接的均匀性。
生产中的其他预热技术
在实际生产中,除了主流的双频感应预热,还有其他技术被采用以满足不同生产需求:
分段式多次梯度预热:设置多个独立的感应加热工位,将活塞内、外圈依次进行多次梯度升温。这种方式可有效降低温差,提升加热效率。
其他预热技术:此外,还有采用火焰加热直接预热,或利用激光本身对焊缝进行预热的方法,这些方式各有适用场景。
“双频”内外预热工艺通过巧妙运用不同频率电流的物理特性,解决了钢活塞这种复杂结构件的焊接难题。无论是采用“分步式”还是“同步式”技术,其核心都是为激光焊接创造一个理想的温度环境,这是保证最终产品高性能、高可靠性的关键。广东赛阳智能致力于感应加热设备的研发与智造,从模拟到DSP全数字控制的技术升级,我们深耕高频电源、中频熔炼及淬火机床等系列产品。公司拥有ISO 9001及CE双重认证,源头厂家直供,为您提供数字化感应加热的整体解决方案及免费打样服务。联系电话:13652577079 杨先生。
相关新闻
风冷却棒料加热
2019-12-16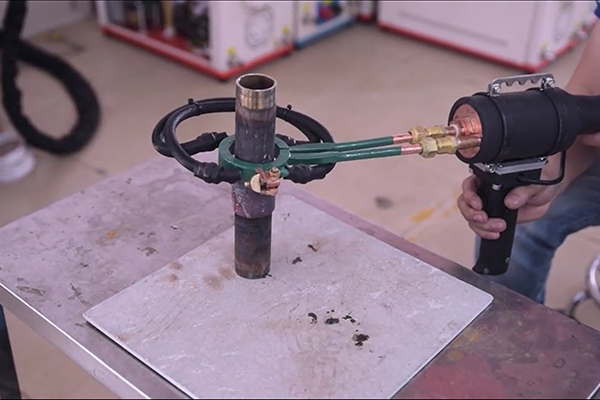
手持式感应加热设备
2019-09-09手持式感应加热设备

120KW手持式感应加热电源
2019-10-26120KW手持式感应加热电源,主要运用:加热部位比较特殊,灵活。

钻头淬火设备
2019-01-11全自动钻头淬火设备,3-5秒一个,配置数控自动化,节省人工成本,提高生产效率!

手持式感应加热-轻便快捷,灵活实用
2020-10-14SY手持式加热机系列,加热头引线长3~5米长,设备功率10~100KW,频率为100-400KHZ,可用于变压器接头焊接、铜管在线焊接、表面加热涂覆等各种现场加热应用;

赛阳智能手持式感应加热管道加热应用
2020-10-28SY手持钎焊设备系列,加热头引线长3~5米长,设备功率10~100KW,频率为100-400KHZ,对管道加热,保持恒温,满足管道内物料的热源。 清洁能源,安全环保。

