
赛阳动态
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
第 29 问:高频、中频、超高频……感应加热的“频率”到底该怎么选?
发布时间:2026-04-15选频率的本质是在选“加热深度”。在物理学上这叫“趋肤效应”:频率越高,电流就越喜欢往金属表面钻;频率越低,电流就越能深入芯部。

1. 频率分类及“拿手好戏”
中频 (1kHZ~10kHz)
特点: 穿透力强,热得深。
适用: 大直径工件(如直径 >100mm)的透热锻造、大齿轮的深层淬火、大吨位熔炼。
高频 (30kHZ~100kHz)
特点: 兼顾深度与速度,是最常用的“全能选手”。
适用: 中小零件淬火(硬化层 1.5-2mm)、钎焊、中等直径管材退火。
超高频 (100kHZ~500kHz及以上)
特点: 极度“趋肤”,只热薄薄的一层。
适用: 微小零件(如针尖、小弹簧)、极薄壁管材焊接、浅层淬火(硬化层 <mm)。
2. 选错频率的后果
频率选高了: 表面已经过烧、熔化了,中心还没热。导致产品外酥内生,淬火后容易剥落。
频率选低了: 热量全跑到中心去了,表面硬度达不到,且加热时间长,白白朗费电能。
3. “宽频”与“双频”黑科技
现在的设备不再是“死频率”。我们的电源支持在一定范围内自动匹配负载,甚*可以实现中高频切换:先用中频预热芯部,再瞬时切到高频淬火表面,达到近乎*的性能指标。
相关新闻
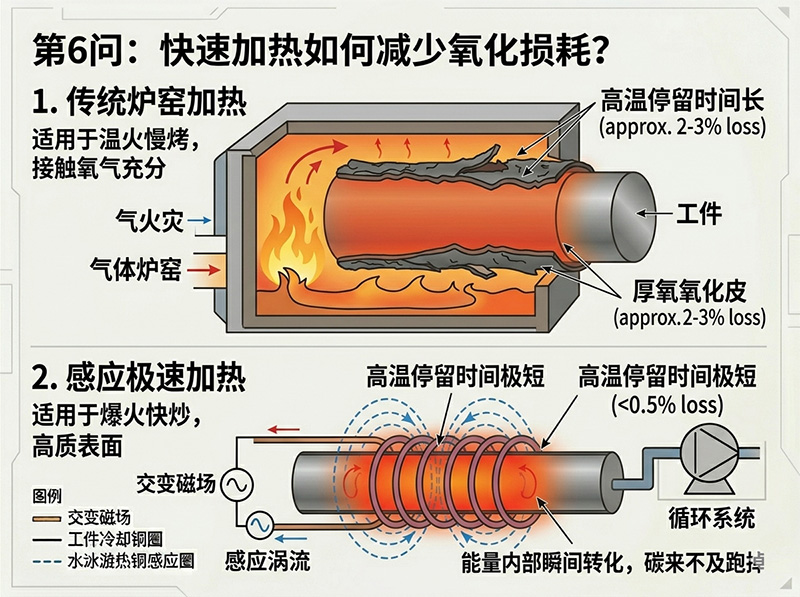
第 6 问:感应加热为什么能帮企业省下大笔的“材料费”?
2026-03-20很多工厂用传统的煤气炉或电阻炉加热钢坯,拿出来时表面总是掉下一层厚厚的黑色“铁屑”,那就是氧化皮。感应加热被称为“绿色节能加热”,最直接的体现就是极低的氧化损耗。
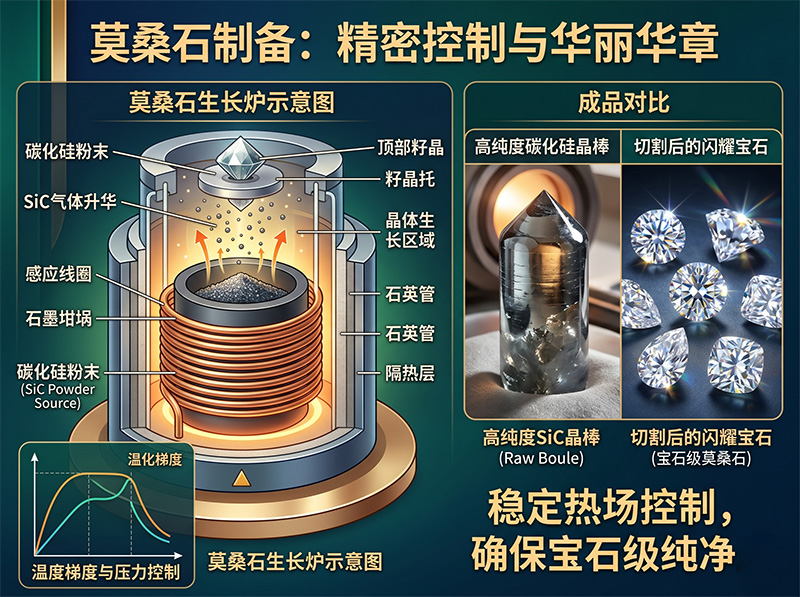
第 37 问:合成宝石(如莫桑石、实验室钻石)背后的秘密:感应加热如何“点石成钻
2026-04-24天然宝石是地壳深处千万年高压高温的产物,而实验室合成则是要在短短几天内模拟这个过程。目前主流的莫桑石(碳化硅单晶)生长和钻石压机预热,都离不开感应技术。
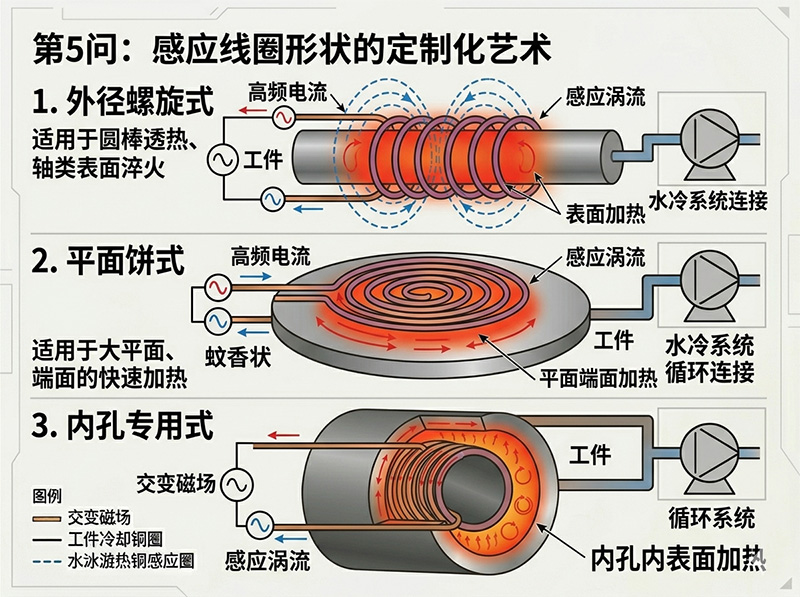
第 5 问:感应线圈的形状是随意的吗?
2026-03-19在感应加热行业,有一句名言:“电源是心脏,线圈是灵魂。” 很多客户觉得线圈只是几圈铜管,随便绕绕就行,这其实是最大的误区。
第1问:感应加热的“*推动力”是什么?
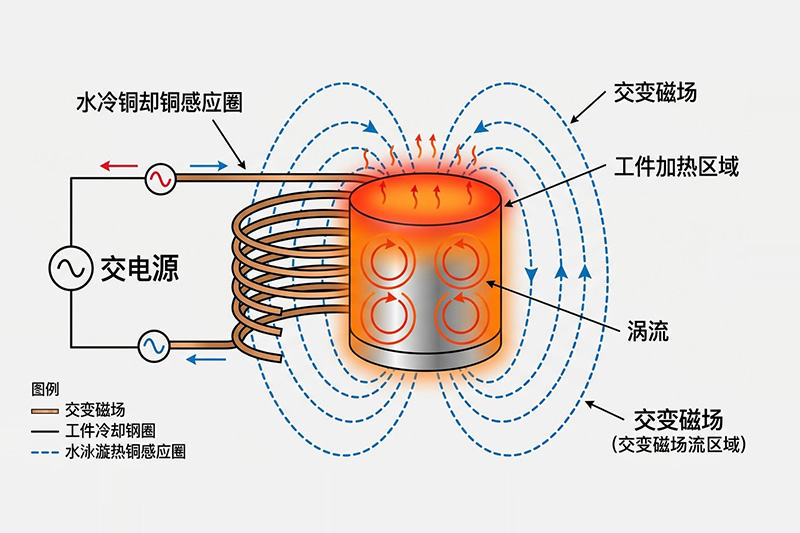
2026-03-15我们不谈复杂的电路,先聊聊它的核心灵魂:它是如何让金属“自己发热”的?传统的加热方式(如煤气灶、电炉丝)是传导式的——火是热的,所以锅变热。而感应加热是感应式的。它主要依靠两个核心
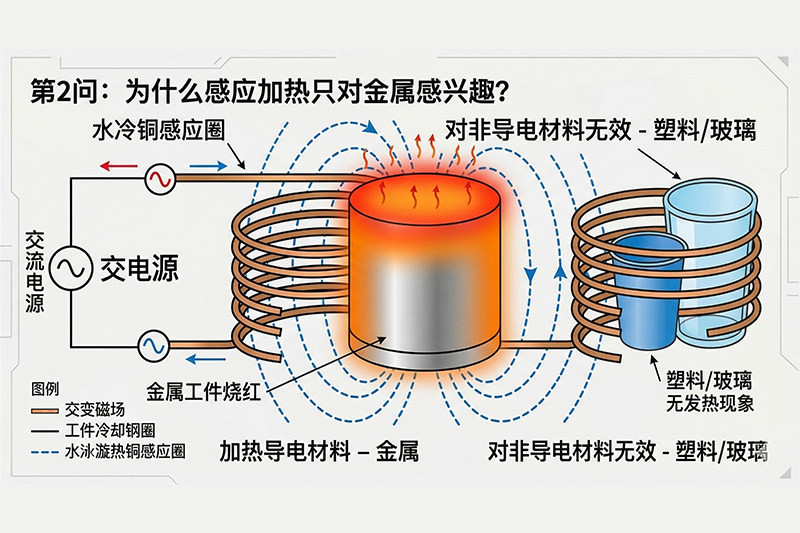
第 2 问:感应加热是“挑食”的吗?为什么它只对金属感兴趣?
2026-03-18感应加热靠的是“涡流”,但你有没有发现:如果你把一个塑料盆或者玻璃杯放在感应加热器上,它们完全不会发热,甚*连温都不升。
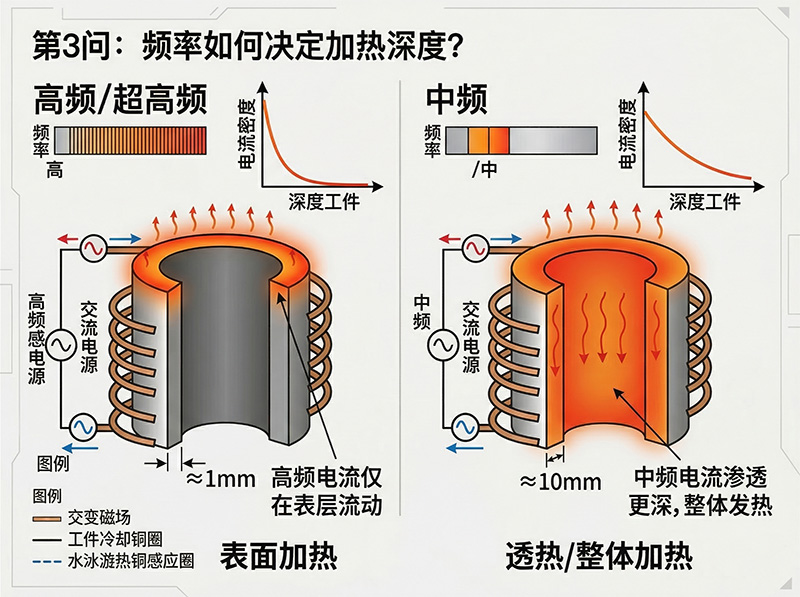
第 3 问:高频、中频、超高频……频率高低到底决定了什么?
2026-03-18很多客户咨询时会问:“你们是做高频机的还是中频机的?”其实,频率的选择并不是越快越好,而是由一个神奇的物理现象决定的——趋肤效应。

