

赛阳动态
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
•第95问:面对直径几米或重达数吨的“巨型工件”(如风电主轴、重型齿轮),如何做深层感应热处理?
发布时间:2026-07-02有些老板和采购把热处理想得太简单了,以为跟烤红薯似的,火开大点就行。甚*有些半路出家的自动化集成商,弄个大功率电源就敢接这种活,*大几十万的锻件烧裂了、变形了,砸在手里才想起来到处找人救火。面对这种直径几米、重达数吨的“巨无霸”,想要踏踏实实做好深层感应热处理,根本不是单纯堆功率那么简单。今天咱们不背书本,就从实际干活的角度,聊聊这里面的几个硬核门道。

1. 频率没选对,功率再大也是扯淡
很多人有个误区,觉得工件大、要淬得深,那就拼命加功率。其实对于深层淬火,“频率”比“功率”更决定生死。感应加热有个物理特性叫“趋肤效应”。你用高频电源去打,表面瞬间就红了甚*化了,但热量根本传不到里面去,想要十几毫米的淬硬层完全是做梦。
做这种巨型风电主轴或者重型齿轮的深层热处理,必须把频率降下来。通常得用中频甚*工频(几百Hz到几kHz)的电源。频率越低,电流透入深度就越深。当然,功率也得跟上,几百千瓦甚*上兆瓦的电源是标配。但在选型的时候,一定要先跟技术团队死磕频率参数,别听卖设备的在那忽悠“高频*论”。
2. 感应器(线圈)是灵魂,别随便找个铜管就焊
这块是我见证翻车最多的地方。有些老板为了省几千块钱,找个路边的铜焊师傅,拿两根紫铜管敲敲打打就做个感应器套上去了。大哥,那是几吨重的风电重型齿轮啊!齿顶和齿根的距离相差那么大,你用个通用的圆环线圈去加热,*的结果必然是齿顶已经过热甚*熔化了,齿根还没到奥氏体化温度。
针对这种巨型复杂工件,必须上高度定制的仿形感应器。
• 如果是大齿轮,得做单齿淬火或者沿齿沟扫描的专用感应器,还要带导磁体(硅钢片或铁氧体)来强行把磁力线“逼”到齿根去。
• 而且这种大电流下,感应器自身的发热极其恐怖。里面的水冷通道设计如果不合理,干不到半小时铜管自己就炸了。这块的钱,千万别省,找正经懂工艺的厂家定制。
3. “大家伙”搬不动怎么办?让感应器动起来
几米大的主轴,你指望像普通小轴一样,放在机床里每分钟转几百圈?那动平衡能把厂房顶给掀了。应对巨型工件,我们的思路得反过来:工件慢转(或不动),感应器去扫描。现在主流的方案是上数控淬火机床或者六轴机器人,带着感应器在工件上做连续扫描淬火。一边走一边喷水(淬火液)。这里头最头疼的是“间隙控制”。
广东赛阳智能致力于感应加热设备的研发与智造,从模拟到DSP全数字控制的技术升级,我们深耕高频电源、中频熔炼及淬火机床等系列产品。公司拥有ISO 9001及CE双重认证,源头厂家直供,为您提供数字化感应加热的整体解决方案及免费打样服务。几吨重的工件在加热时会产生热膨胀,感应器跟工件的间隙本来就只有几毫米,稍微一擦碰,瞬间打火短路,工件表面就报废。所以,现在的系统基本都要配上高精度的间隙跟踪装置。别嫌自动化集成商报价高,人家算进去的那些防撞、跟踪传感器,全是为了保住你那几十万的工件不被打火毁掉。
4. 淬火液的流量:像瀑布一样砸下去
深层加热意味着工件内部积聚了海量的热量。加热完喷液冷却的时候,如果你还用那种呲水枪一样的流量,工件内部的热量会迅速返上来,把好不容易淬硬的表面又给退火了(也就是常说的“自回火”),硬度根本上不去。对付这种巨型工件,淬火液的喷淋系统必须极其粗暴。流量要大、压力要足,包围圈要严密。经常需要在感应器后面跟一个巨大的喷液圈,甚*辅以多级冷却,才能把那股庞大的热量死死压住。
做重型工件的感应热处理,是一个电源、感应器、机械传动、冷却系统高度耦合的系统工程。任何一个环节拉胯,出来的都是废品。各位老板在评估方案的时候,多看看对方有没有做过类似大块头的真实案例,别只盯着报价单最下面的总价看。这年头,便宜的东西,往往试错成本最高。
相关新闻

第75问:告别“慢烤炉”!电机与轴承的绿色热装配,如何靠感应加热实现产能跃升?
2026-06-08高环保要求的新能源汽车和高端装备制造中,传统的“烤箱模式”正逐渐成为整条产线的产能瓶颈。为什么越来越多的现代化工厂开始淘汰烤箱,转而采用 DSP 数字化感应加热来进行“绿色热装配”
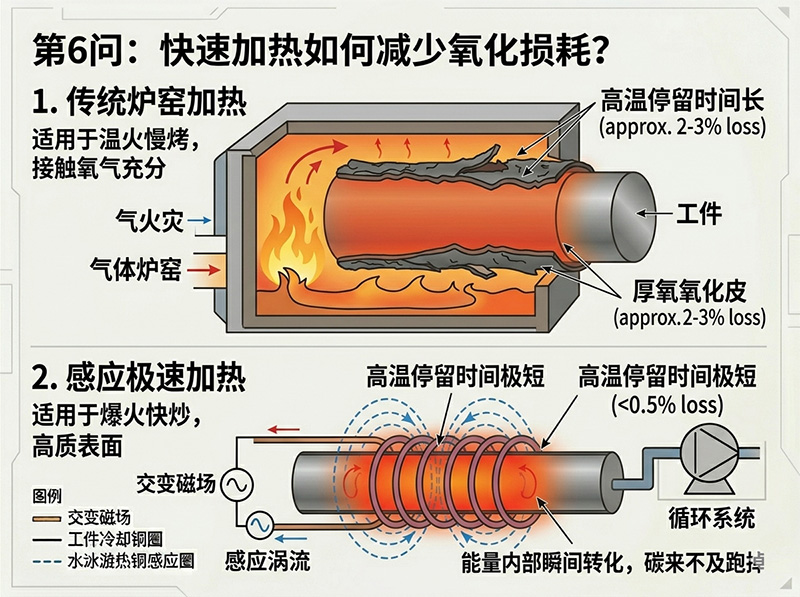
第 6 问:感应加热为什么能帮企业省下大笔的“材料费”?
2026-03-20很多工厂用传统的煤气炉或电阻炉加热钢坯,拿出来时表面总是掉下一层厚厚的黑色“铁屑”,那就是氧化皮。感应加热被称为“绿色节能加热”,最直接的体现就是极低的氧化损耗。
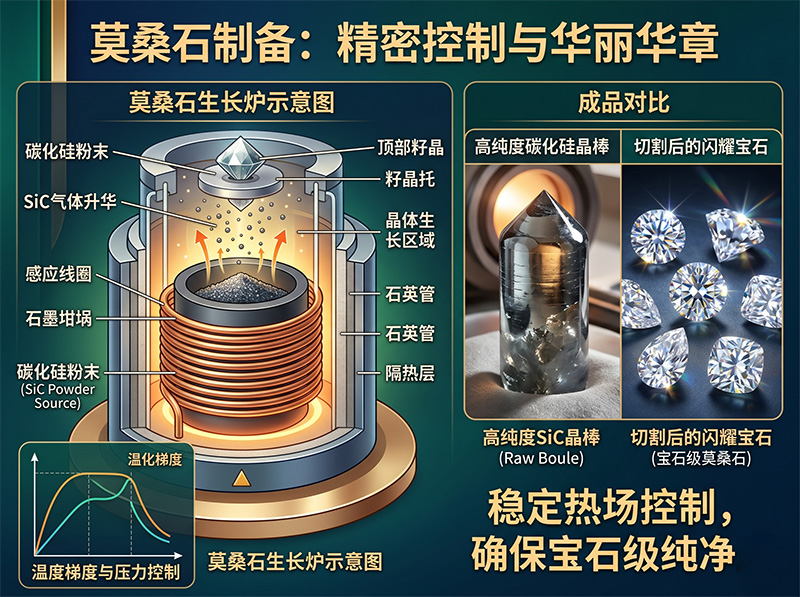
第 37 问:合成宝石(如莫桑石、实验室钻石)背后的秘密:感应加热如何“点石成钻
2026-04-24天然宝石是地壳深处千万年高压高温的产物,而实验室合成则是要在短短几天内模拟这个过程。目前主流的莫桑石(碳化硅单晶)生长和钻石压机预热,都离不开感应技术。
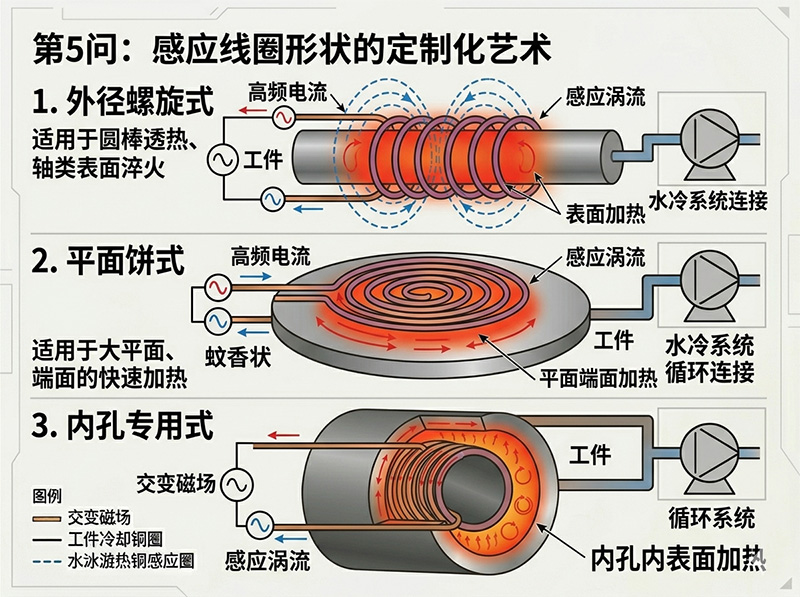
第 5 问:感应线圈的形状是随意的吗?
2026-03-19在感应加热行业,有一句名言:“电源是心脏,线圈是灵魂。” 很多客户觉得线圈只是几圈铜管,随便绕绕就行,这其实是最大的误区。
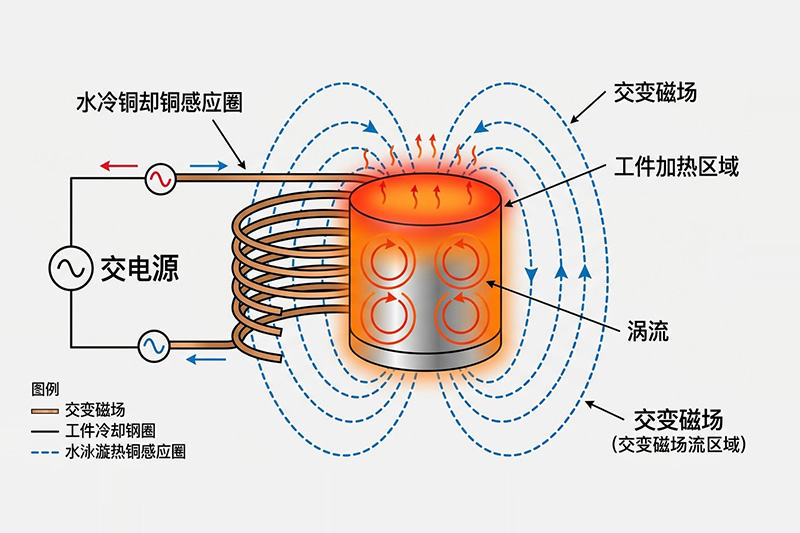
第1问:感应加热的“*推动力”是什么?
2026-03-15我们不谈复杂的电路,先聊聊它的核心灵魂:它是如何让金属“自己发热”的?传统的加热方式(如煤气灶、电炉丝)是传导式的——火是热的,所以锅变热。而感应加热是感应式的。它主要依靠两个核心
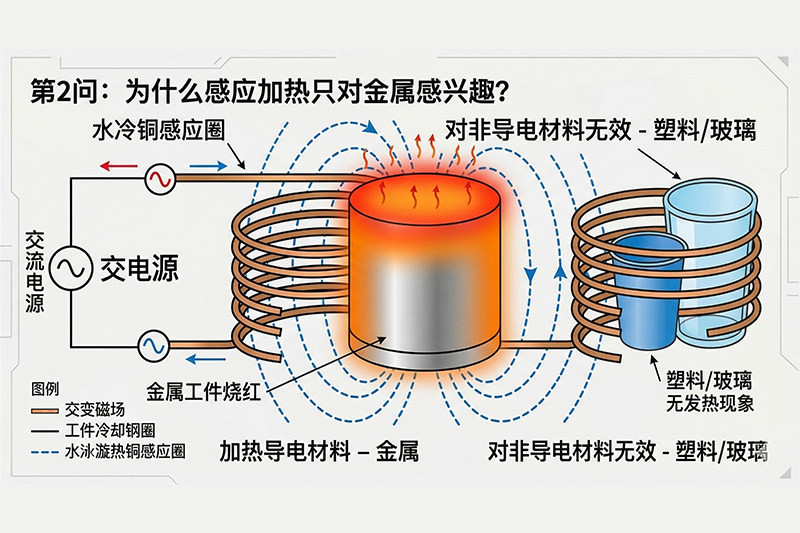
第 2 问:感应加热是“挑食”的吗?为什么它只对金属感兴趣?
2026-03-18感应加热靠的是“涡流”,但你有没有发现:如果你把一个塑料盆或者玻璃杯放在感应加热器上,它们完全不会发热,甚*连温都不升。

