

赛阳动态
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
第92问:超导材料制作过程中感应加热如何实现超精密控温?
发布时间:2026-06-29最近这几年,高温超导限流器、超导电缆这些概念在风口上热得发烫,外行看热闹,资本拼命往里冲。但真正在一线车间里盯过产线的兄弟都知道,这玩意儿落地量产,简直就是个“碎钞机”。为什么这么说?因为良率太容易拉垮了。而在整个制造环节里,最容易卡脖子、最容易让一炉子几十万原料打水漂的,就是感应加热过程中的精密控温。前几天去个同行厂里喝茶,他们技术主管在那直拍大腿,说上个月一炉子高温超导粉体烧结,就因为温度曲线在相变关键期抖了一下,晶格没长好,整批料直接报废。
很多搞自动化集成的厂家为了拿单子,拍着胸脯跟老板保证“我们的感应加热设备温控能做到±1℃”。听听就算了。静态空载测个温度谁不会?真到了超导材料长晶或者热处理的时候,材料的热惯性、高频电磁场的强干扰、还有相变时的吸热突变,分分钟教那些通用设备做人。超导材料对温度极其敏感,升温慢了长不出所需的超导相,升温快了或者过冲了,直接变成一堆毫无用处的普通陶瓷。那在感应加热这种本身就很“狂暴”的加热方式下,到底怎么抠出“超精密控温”?其实说白了,就是拿钱和经验堆出来的几个硬核细节:

*,别拿通用大线圈糊弄,得搞“分区微操”
很多设备厂直接套个传统的单区大感应线圈就交差了,结果坩埚边缘和中心温差能拉开十几度,这还搞什么超导?真正能用的设备,感应线圈必须是多温区独立设计的。上面、中间、下面分段给功率。配合现在一些舍得下本钱的碳化硅(SiC)高频固态电源,功率输出得是那种极其细腻的无级调节。不是一给电就猛烧,而是像老司机踩油门一样,得有微调的脚感。
*,测温反馈的“时差”是个大坑
这是我见过的最多人踩的坑。感应炉里电磁干扰那么大,很多厂还在用老掉牙的热电偶,或者随便装个便宜的红外双色测温仪。你看着屏幕上温度挺稳,其实那都是几秒钟前的“历史数据”了。坩埚内外的温度梯度加上传输延迟,等系统反应过来,料早就烧糊了。
搞精密控温,必须上抗强磁场干扰的高速光纤双色测温,或者特制的铠装热电偶组,采样率*少得干到毫秒级。测温这一步不准,你后面的闭环控制算法再牛,也全是在瞎扯淡。
第三,算法别整天吹AI,得会“预判”
现在动不动就吹人工智能算法控温。老实讲,在乌烟瘴气的车间里,真不如一套由老工艺员和电气工程师联合调教出来的“自适应前馈+PID”管用。感应加热是非线性的。超导材料在到了某个特定温度(相变点)时,吸收热量的速度会突然变快或变慢。这就要求控制系统不能死脑筋地看到温度低了就猛加功率,它得有“预判”能力——知道材料马上要相变了,在温度飙上去之前,提前收油门。这种控制曲线,没个几百炉废料的喂养,根本摸不到门道。
现在很多做设备集成的,完全不懂材料工艺,拿着做普通金属热处理的方案来套超导材料,结果就是试产勉强能看,一旦规模化量产,良率直接跌破底线。各位厂长老板在掏钱买设备、签技术协议的时候,千万别只盯着参数表上的“静态控温精度”。直接让他们带载跑一段有相变特征的动态升温曲线,看看过冲量和稳定时间,到底行不行,一测就现原形。
相关新闻

第75问:告别“慢烤炉”!电机与轴承的绿色热装配,如何靠感应加热实现产能跃升?
2026-06-08高环保要求的新能源汽车和高端装备制造中,传统的“烤箱模式”正逐渐成为整条产线的产能瓶颈。为什么越来越多的现代化工厂开始淘汰烤箱,转而采用 DSP 数字化感应加热来进行“绿色热装配”
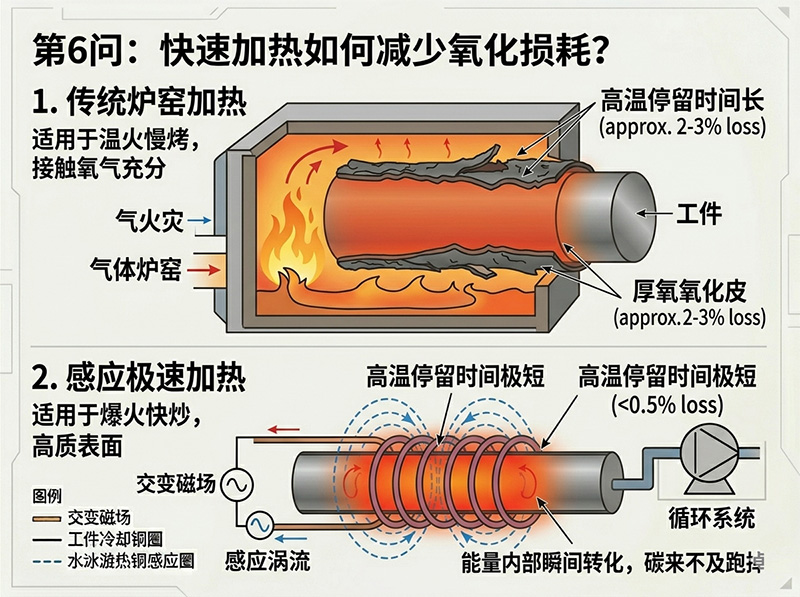
第 6 问:感应加热为什么能帮企业省下大笔的“材料费”?
2026-03-20很多工厂用传统的煤气炉或电阻炉加热钢坯,拿出来时表面总是掉下一层厚厚的黑色“铁屑”,那就是氧化皮。感应加热被称为“绿色节能加热”,最直接的体现就是极低的氧化损耗。
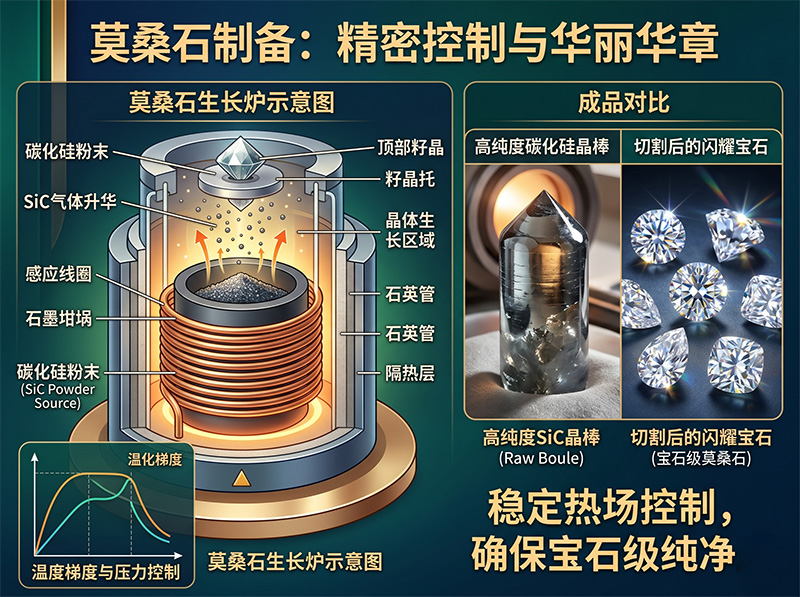
第 37 问:合成宝石(如莫桑石、实验室钻石)背后的秘密:感应加热如何“点石成钻
2026-04-24天然宝石是地壳深处千万年高压高温的产物,而实验室合成则是要在短短几天内模拟这个过程。目前主流的莫桑石(碳化硅单晶)生长和钻石压机预热,都离不开感应技术。
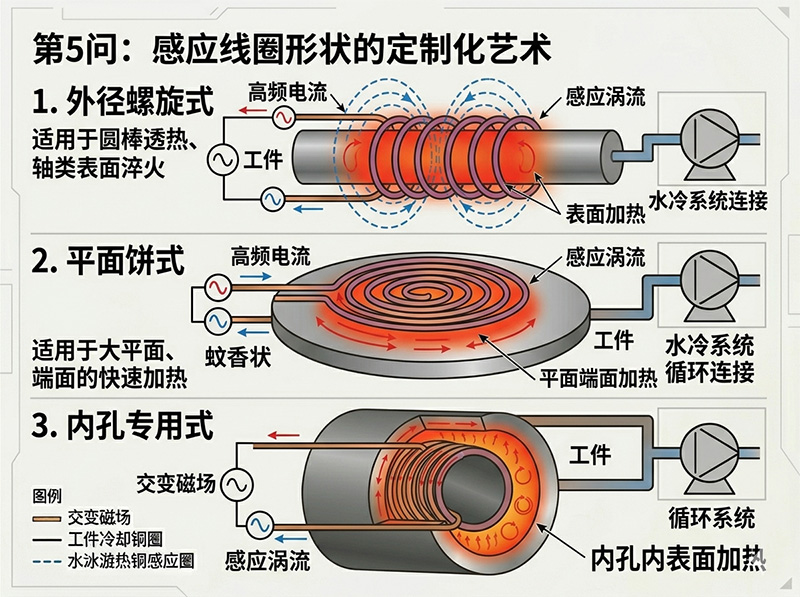
第 5 问:感应线圈的形状是随意的吗?
2026-03-19在感应加热行业,有一句名言:“电源是心脏,线圈是灵魂。” 很多客户觉得线圈只是几圈铜管,随便绕绕就行,这其实是最大的误区。
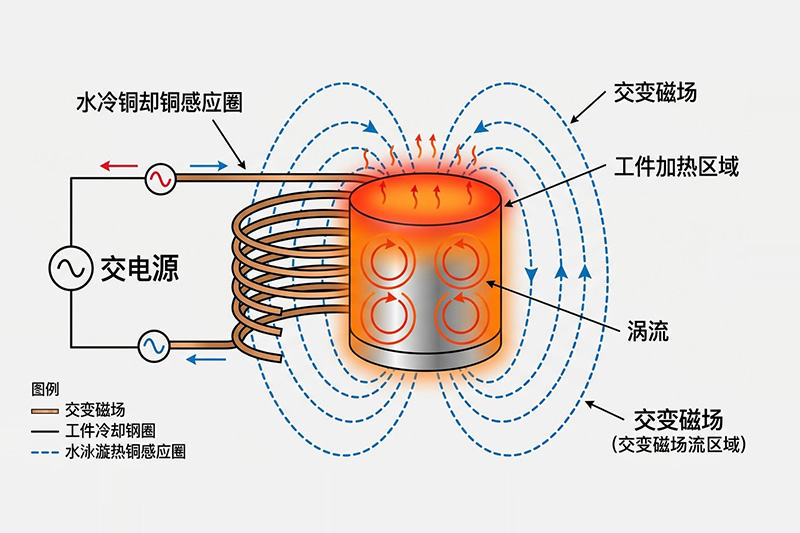
第1问:感应加热的“*推动力”是什么?
2026-03-15我们不谈复杂的电路,先聊聊它的核心灵魂:它是如何让金属“自己发热”的?传统的加热方式(如煤气灶、电炉丝)是传导式的——火是热的,所以锅变热。而感应加热是感应式的。它主要依靠两个核心
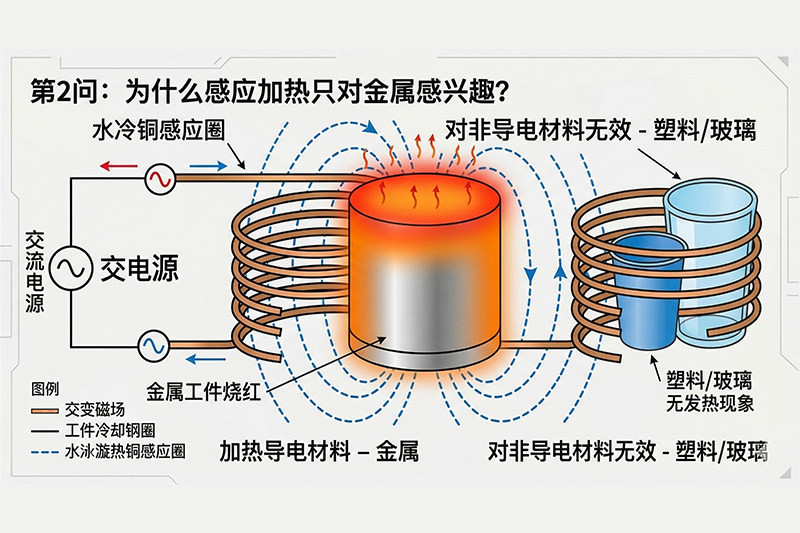
第 2 问:感应加热是“挑食”的吗?为什么它只对金属感兴趣?
2026-03-18感应加热靠的是“涡流”,但你有没有发现:如果你把一个塑料盆或者玻璃杯放在感应加热器上,它们完全不会发热,甚*连温都不升。

