

赛阳动态
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
第71问:高温合金/钛合金感应加热,如何攻克“热应力开裂”?
发布时间:2026-05-31做过航空航天或高端重工零部件的朋友都知道,碰上因科镍合金、高温钛合金这些特种材料,车间的报废率往往是老板心里的一根刺。这类材料贵得让人肉疼,一公斤动辄几百上千块,加工一个锻件或者毛坯,如果在加热环节出了微裂纹,前面所有的机加工成本全部打水漂。很多工厂在处理这类材料时,往往面临一个两难的尴尬局面:用传统的电阻炉慢慢烤?效率太低,根本交不了货;用传统的模拟感应加热设备快点烧?一不留神,“咔嚓”一声,内部热应力直接把工件撕裂,几万块钱瞬间变成废铁。
那么,高温合金为什么这么容易在感应加热时“裂开”?数字化感应加热技术又是如何彻底解决这个痛点的?今天咱们就来把这层窗户纸捅破。“外皮红了,芯子还是冷的”——开裂的罪魁祸首,要解决问题,得先看清症结。高温合金和钛合金都有一个致命的物理特性:导热系数极差。传统模拟感应设备在加热时,往往是设定一个功率就直奔目标温度。由于特种材料导热慢,就会出现一种现象,工件表层已经烧到了 1000℃ 以上,但核心区可能只有四五百度。巨大的温差会在工件内部形成极其恐怖的热梯度。外层急剧膨胀,内层还死死收缩,两股力量一拉扯,微观结构承受不住,微裂纹就诞生了。这种裂纹有时候表面根本看不出来,等到了探伤环节或者后续工序才暴露,造成的损失往往是灾难性的。

赛阳DSP数字化破局:从“蛮力加热”到“数字曲线定制”
想要解决这个问题,靠老技工“凭经验、看火候、拧电位器”是行不通的。必须让设备拥有大脑,而这正是DSP全数字感应加热电源的拿手好戏。面对高温合金,数字化设备不靠蛮力,靠的是“精准的温控曲线”:
1. 柔性多段曲线加热(数字化段位控温)
数字电源可以通过底层程序,预先设定几十段复杂的加热曲线。比如面对大截面的钛合金锻件,我们可以设定:
• *阶段(缓慢预热): 以低功率极缓升温* 400℃,给核心区留出充足的导热时间。
• *阶段(均温保温): 保持功率动态平衡,让工件表里温度拉平,消除温差。
• 第三阶段(快速冲顶): 当整体温度一致后,再加大功率迅速拉升*目标锻造温度。
整个过程就像自动驾驶,由内部 DSP 芯片高频运算控制,彻底消灭了激进加热带来的热应力。
2. 毫秒级红外闭环控温
数字电源可以直接对接高精度红外测温仪,形成闭环。测温仪一旦捕捉到表面升温过快,会以毫秒级的速度将信号反馈给主控板。DSP 芯片瞬间调整 IGBT 的输出功率,把温度死死压在工艺允许的红线之内。这种反应速度,是传统模拟板根本无法企及的。
3. 扫频启动与超低功率稳定输出
在上述的“缓慢预热”阶段,往往要求设备在极低功率下稳定运行。老式的模拟机在低功率下容易出现“断续、闪烁”甚*停振的现象;而纯数字电源依靠精确的扫频算法和锁相环技术,即便在 5% 的极低功率下,依然能输出如丝般平滑的能量,真正做到“文火慢炖”。
为什么集成商和老板都开始换数字机?
• 降低废件率:用可控的工艺曲线代替人工经验,把特种材料的因热开裂率降到冰点。少报废一个钛合金件,买设备的钱可能就省出来了。
• 工艺数据可追溯:航空航天订单对质量体系要求极严。数字设备支持Profinet/Modbus等工业协议,每一次加热的温度曲线、功率波动都能实时传回 MES 系统,自动生成质量报告。不仅干得好,还能证明干得好。
• 便捷配方使用: 工程师在实验室把“加热曲线”调好后,直接存为数字配方。车间工人只需调出对应工件的程序编号,按启动即可,彻底摆脱了对“高薪老师傅”经验的重度依赖。
在高温合金和特种材料的赛道上,感应加热早就过了比拼“能不能烧热”的阶段。谁能把温度梯度控制到*,谁能把工艺变成可复制的数字代码,谁就能接下那些利润丰厚、门槛高的硬核订单。广东赛阳智能致力于感应加热设备的研发与智造,从模拟到DSP全数字控制的技术升级,我们深耕高频电源、中频熔炼及淬火机床等系列产品。公司拥有ISO 9001及CE双重认证,源头厂家直供,为您提供数字化感应加热的整体解决方案及免费打样服务。
相关新闻

第75问:告别“慢烤炉”!电机与轴承的绿色热装配,如何靠感应加热实现产能跃升?
2026-06-08高环保要求的新能源汽车和高端装备制造中,传统的“烤箱模式”正逐渐成为整条产线的产能瓶颈。为什么越来越多的现代化工厂开始淘汰烤箱,转而采用 DSP 数字化感应加热来进行“绿色热装配”
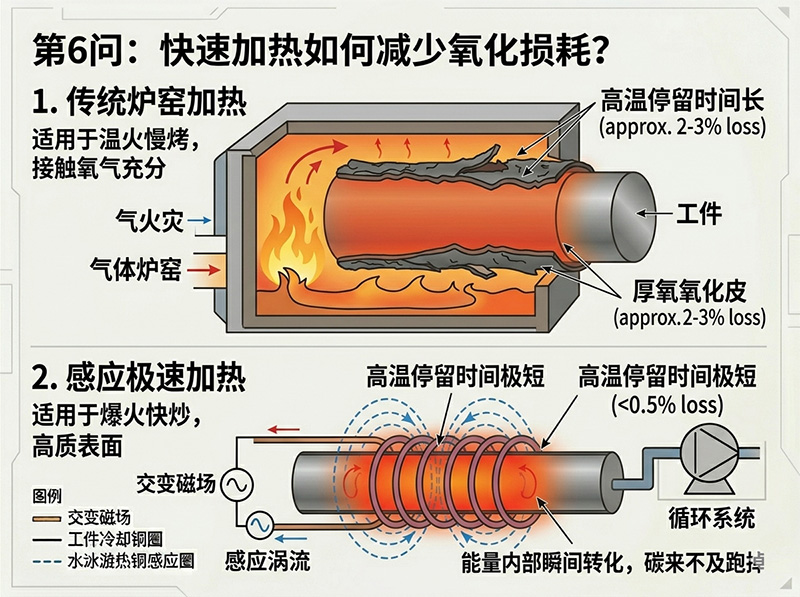
第 6 问:感应加热为什么能帮企业省下大笔的“材料费”?
2026-03-20很多工厂用传统的煤气炉或电阻炉加热钢坯,拿出来时表面总是掉下一层厚厚的黑色“铁屑”,那就是氧化皮。感应加热被称为“绿色节能加热”,最直接的体现就是极低的氧化损耗。
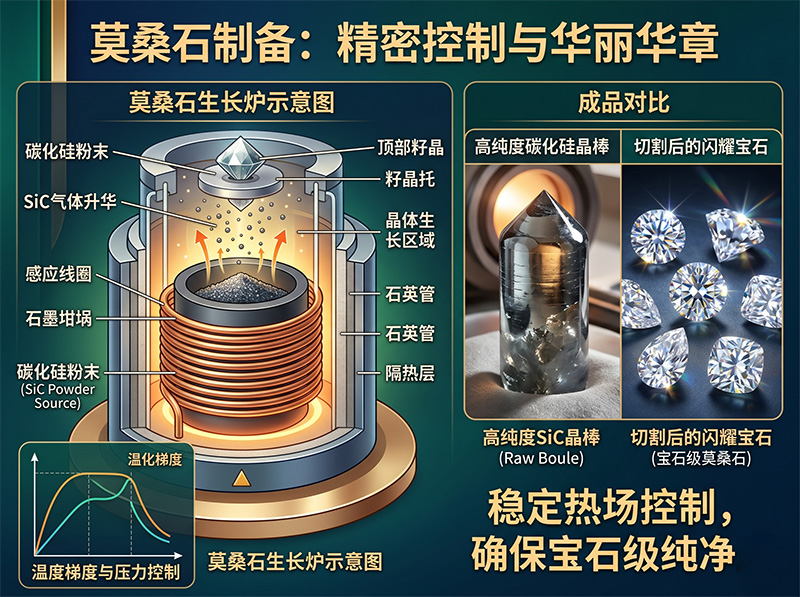
第 37 问:合成宝石(如莫桑石、实验室钻石)背后的秘密:感应加热如何“点石成钻
2026-04-24天然宝石是地壳深处千万年高压高温的产物,而实验室合成则是要在短短几天内模拟这个过程。目前主流的莫桑石(碳化硅单晶)生长和钻石压机预热,都离不开感应技术。
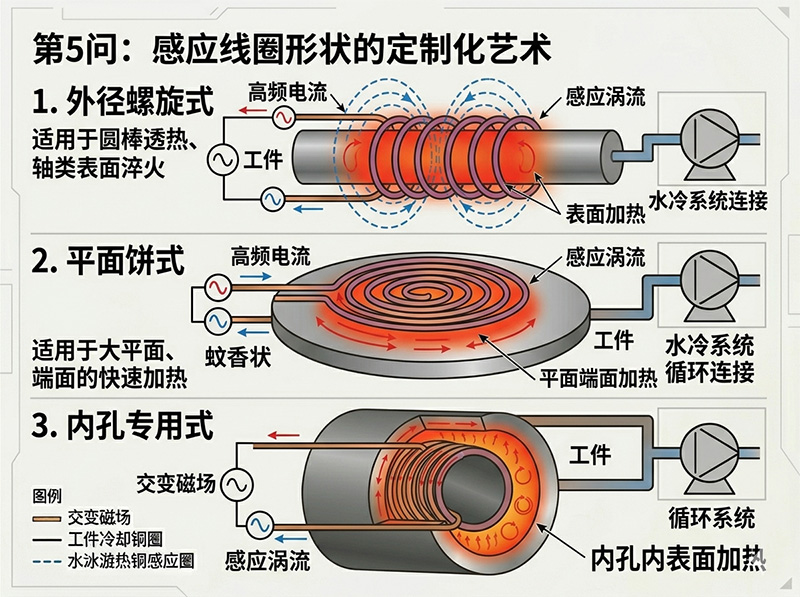
第 5 问:感应线圈的形状是随意的吗?
2026-03-19在感应加热行业,有一句名言:“电源是心脏,线圈是灵魂。” 很多客户觉得线圈只是几圈铜管,随便绕绕就行,这其实是最大的误区。
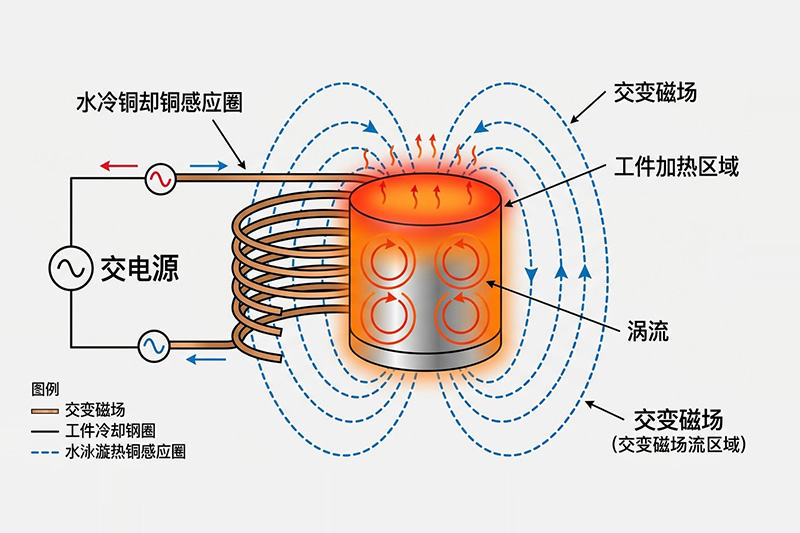
第1问:感应加热的“*推动力”是什么?
2026-03-15我们不谈复杂的电路,先聊聊它的核心灵魂:它是如何让金属“自己发热”的?传统的加热方式(如煤气灶、电炉丝)是传导式的——火是热的,所以锅变热。而感应加热是感应式的。它主要依靠两个核心
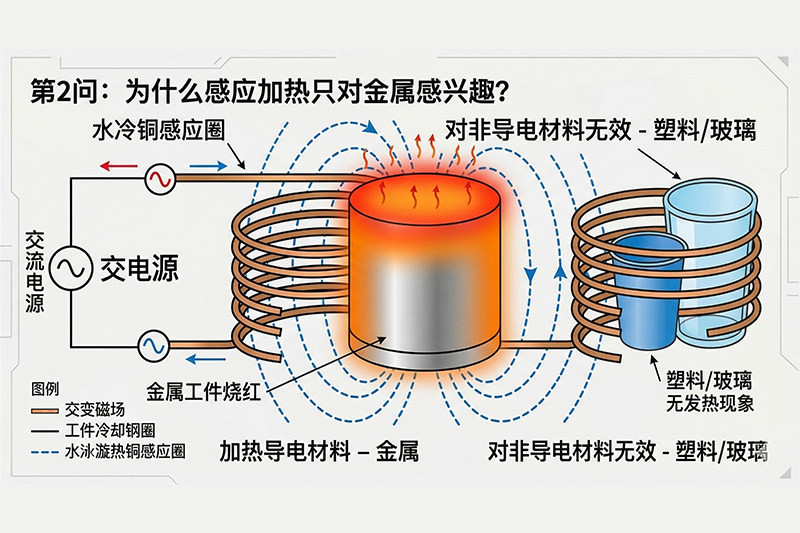
第 2 问:感应加热是“挑食”的吗?为什么它只对金属感兴趣?
2026-03-18感应加热靠的是“涡流”,但你有没有发现:如果你把一个塑料盆或者玻璃杯放在感应加热器上,它们完全不会发热,甚*连温都不升。

