视频展示
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
淬火您现在的位置:网站首页 > 淬火
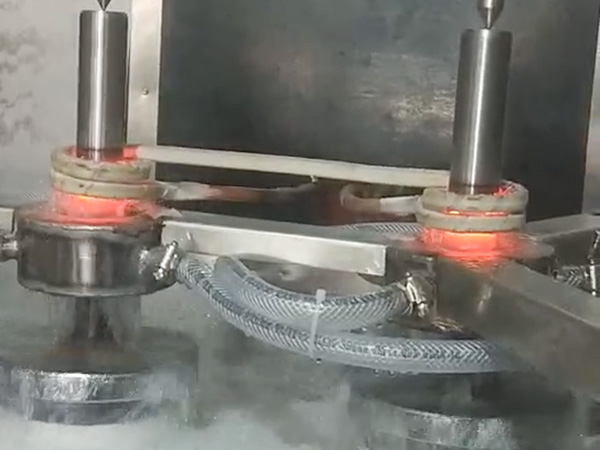
高频SY-25KW电源錾子(凿子)淬火
发布时间:2026-04-23一、 加热温度的精准控制
錾子的工作部分通常需要加热到暗红色或樱红色(约 780~820℃)。
严禁过热: 如果颜色发白或出现火花,说明钢材已经过烧,内部晶粒粗大,淬火后极易崩刃。
加热长度: 仅加热刃口端约 20-30mm 即可,不需要通体加热,以保持柄部的韧性。
二、 淬火介质与入水技巧
入水方式: 錾子应垂直切入水中,并做上下小幅晃动。这能破坏刃口表面的气泡膜(气膜效应),确保冷却均匀,防止产生软点。
“留余热”自回火法(经典工艺):
将刃口淬入水中约 10-15mm。
待刃口变黑后立即取出。
利用柄部残留的余热向刃口传导。
观察刃口表面的氧化膜颜色变化(由白变黄、再变蓝)。
三、 回火颜色的研判
回火是决定錾子好不好用的关键。根据不同的用途,观察氧化膜颜色及时“断火”(再次全身淬入水中冷却):
硬石/钢件用: 当颜色转为淡黄色(草黄色)时,立即冷却。此时硬度最高。
一般用途: 颜色转为紫褐色时冷却。
韧性要求高(如切削软金属): 颜色转为蓝色时冷却,此时韧性*,不易折断。
如果您处理的是高性能合金材料,建议使用油淬代替水淬。油的冷却速度相对温和,能显著降低变形和微裂纹产生的概率,这对于追求*寿命的工业级工具尤为重要。广东赛阳智能是主要提供高频感应加热设备,中频熔炼炉,高频焊机,感应加热设备,感应加热电源,淬火机床的厂家,可免费打样,全国各地免费包邮,厂家直销,无中间商赚差价.主要元器件采用原装进口,质量有保证.联系电话:13652577079 杨先生。