

视频展示
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
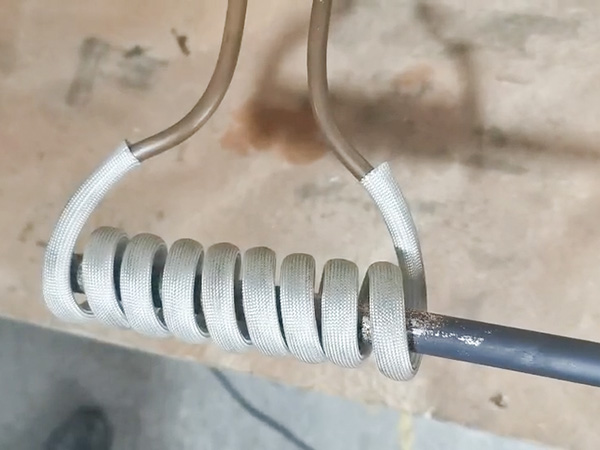
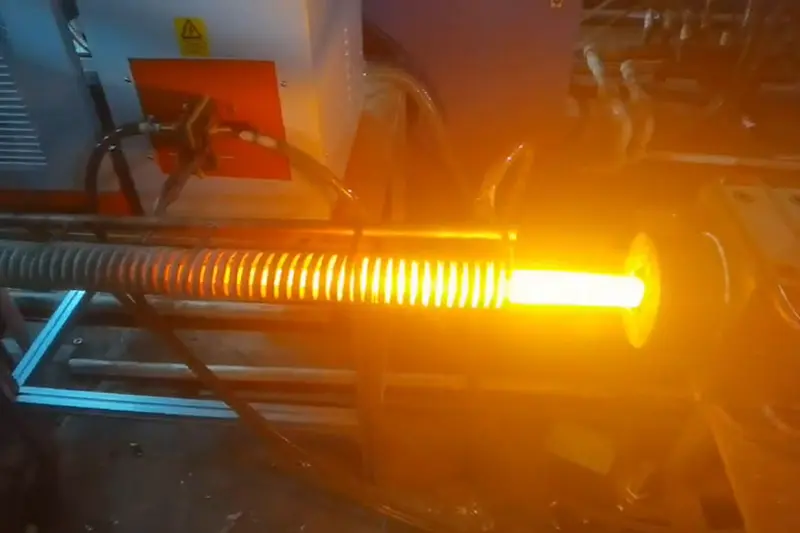
超高频SYG-20 φ20不锈钢棒退火
发布时间:2026-04-23针对φ20不锈钢棒的退火处理,由于其直径适中,既要保证热透,又要防止过热或表面氧化。以下是根据 30 年工业热处理与制冷配合经验总结的核心注意事项:
一、 温度控制
不同材质的不锈钢退火温度差异巨大,严禁“一刀切”:
奥氏体不锈钢(如 304、316): 主要是固溶处理。温度通常在1050~1150℃。目的是消除加工硬化,使碳化物溶入奥氏体。
马氏体不锈钢(如 410、420): 主要是软化退火。温度通常在800~900℃,随后缓慢冷却(炉冷),以降低硬度便于后续机械加工。
二、 加热与保温
装炉方式: 棒材之间应留有间隙,避免叠放过厚导致受热不均。
保温时间: 对于φ20的棒材,建议按 1.5~2 分钟/mm 计算(进入预定温度后算起)。保温过短心部硬度高,过长则晶粒粗大。
预热阶段: 如果是大型设备或高合金钢,建议在650℃左右进行预热,减少热应力引起的变形。
三、 冷却速度与介质
这是决定退火质量的关键:
快冷(固溶): 奥氏体不锈钢必须水冷或强风冷。如果冷却速度太慢(经过450~850℃敏化区间),会导致碳化铬析出,降低耐腐蚀性。
慢冷(软化): 马氏体不锈钢必须随炉缓冷,如果冷却过快会产生淬火效应,导致硬度不降反升。
四、 表面质量与气氛保护
防氧化: 在非真空或非保护气氛(如氨分解、氮气保护)下加热,不锈钢表面会产生厚氧化皮。
严禁增碳: 加热时严禁与油污、石墨或含碳量高的物体接触。奥氏体不锈钢一旦增碳,防锈能力会断崖式下跌。
退火后清理: 退火后通常需要进行酸洗(硝酸+氢氟酸混合液)处理,以去除表面的氧化皮和贫铬层。
五、 常见问题预警
弯曲变形:φ20的细长棒材在高温下极易因自重或摆放不当变形。建议采用垂直悬挂或平整托架支撑。
硬度不均: 检查冷水机组是否稳定,如果冷却介质(水)循环不畅,会导致同一批次棒材硬度差异大。
脆性: 避免在某些钢种的脆性区间停留过久。
建议: 如果您使用的是数字 DSP 感应加热设备进行退火,请务必利用其精准的时序控制功能,设置好“预热-保温-冷却”的曲线,这样比传统模拟机更能保证φ20棒材的一致性。广东赛阳智能是主要提供高频感应加热设备,中频熔炼炉,高频焊机,感应加热设备,感应加热电源,淬火机床的厂家,可免费打样,全国各地免费包邮,厂家直销,无中间商赚差价.主要元器件采用原装进口,质量有保证.联系电话:13652577079 杨先生。
相关新闻

铁丝在线退火
2019-09-09铁丝在线退火
赤铜棒退火
2020-06-02去应力退火属于亚相变点退火,是为去除工件塑性变形加工、切削加工或焊接造成的内应力及铸件内存在的残余应力而进行的退火去应力退火工艺应用广泛,热锻轧、铸造、各种冷变形加工、切削或切割、

金属线材、管材在线(光亮)退火
2020-10-15金属线材、管材在线(光亮)退火,功率20-200kw,频率1-100khz

铁丝在线退火
2021-02-27一般热轧钢材由于终轧温度较高、轧后冷却速度不一导致组织性能不均、内应力较大、硬度偏高、冷拉时表面易产生拉伤、模具磨损也较大。
不锈钢管在线固溶(光亮退火)
2026-06-03不锈钢管在线固溶(光亮退火)是指将焊接后的不锈钢管在生产线上直接进行高温加热、保温并快速冷却的工艺。其核心目的是消除焊接应力、恢复材料的耐腐蚀性能与延展性,并保持表面光亮。

