

赛阳动态
全国服务热线:
0769-83003180
销售直通车:
136-5257-7079
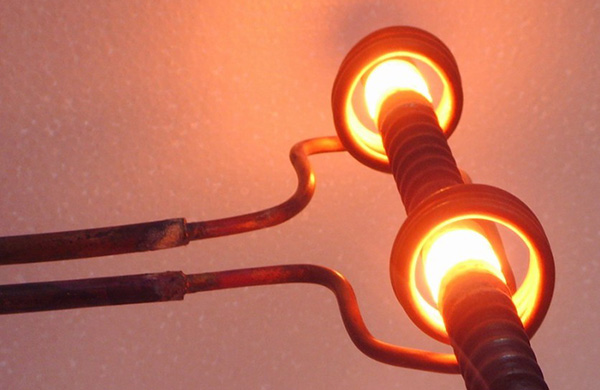
去应力退火常识您了解多少?
发布时间:2019-11-08去应力退火属于亚相变点退火,是为去除工件塑性变形加工、切削加工或焊接造成的内应力及铸件内存在的残余应力而进行的退火。
去应力退火工艺应用广泛,热锻轧、铸造、各种冷变形加工、切削或切割、焊接、热处理,甚*机器零部件装配后,在不改变组织状态、保留冷作与热作或表面硬化的条件下,

对钢材或机器零部件进行较低温度的加热,以去除内应力,减小畸变、开裂倾向的工艺,都可称为去应力退火。通常把较高温度下的去应力处理称作去应力退火,而把较低温度下的去应力处理称为去应力回火。
去应力退火工艺:加热温度<A1,钢铁材料般在550~650度,热模具钢及高合金钢在650~750度;加热速度为100~ 150度/h;保温时间按3~ 5min/mm计算;冷却速度为50~100C度/h。
为了不使去应力退火后冷却时再发生附加残余应力,应缓冷到500度以下出炉空冷。大截面工件需缓冷到300度以下出炉空冷。
去应力退火的温度,一般应比*一次回火温度低20-30度,以免降低硬度及力学性能。对薄壁工件、易畸变的焊接件,退火温度应低于下限。
相关新闻
郑州高频感应加热设备厂家-始终保持匠心精神
2019-09-23匠心一直是人们关注的一个话题,其一度在社会上引起了广泛的关注。而位于东莞的赛阳智能,作为郑州高频感应加热设备厂家一直以匠心为公司的核心文化,时时刻刻牢记在心中。因此,赛阳智能高品质
赛阳带您了解热处理知识
2019-10-18热处理中的退火、正火、淬火等冷却手段,可以看做是奥氏体化的不同方式;退火相当于冷却速度慢,得到的室温组织硬度低、韧性好、应力小;冷却速度快,得到的室温组织硬度高、韧性差、应力大;淬
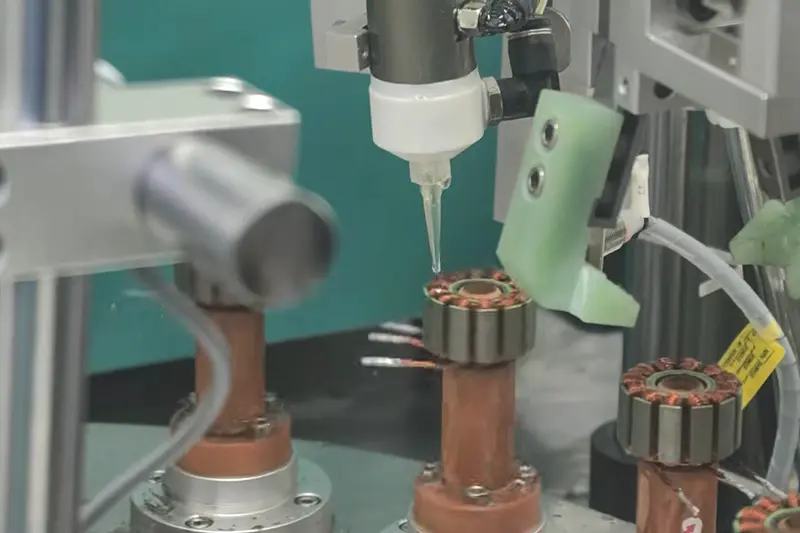
赛阳智能电机定子感应预热与自动点胶深度融合方案
2026-07-10针对电机定子绕组的绝缘处理工艺,广东赛阳“自动感应预热 + 自动点胶(滴漆)”一体化方案正在成为提升产线效率和产品良率的改进工艺。传统的烘箱加热往往存在内外温差大、耗时长等工艺瓶颈

中碳钢结构钢调质处理
2019-12-26调质处理是对(中碳结构钢)工件进行淬火并高温回火(500- 700°C)的复合热处理工艺。调质处理多在毛坯件或粗加工后的毛坯上进行。回火后得到回火索氏体组织。

金属淬火设备,无明火,可24小时连续工作!
2018-11-24金属淬火设备是指根据客人的原样或者图纸,通过加工得到样品,通俗来讲就是根据设计师设计出来的图纸来做出设备,来检测是否与产品的结构是否合理。

热处理设备厂家,上门安装调试,终身维护
2018-11-24钢在热处理设备加热过程中离不开加热介质,即热量通过加热介质传递给零件,来完成对其表面和内部的加热,满足零件锻造加热、

